想知道苏州(本地)绗磨管 油缸管一致好评产品产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:苏州(本地)绗磨管 油缸管一致好评产品的图文介绍

九冶管业有限公司
本厂主营 苏州油缸管、。九冶管业有限公司秉承“保证质量诚信经营、服务优质、合作共赢”的经营理念在未来的岁月里,我们将- -如既往地和新老客户真作,双赢互惠,共同创造-个更加辉煌的明天!产品图片均为实物照片和设计图,但由于拍摄技术、光线、显示器参数等因素影响。如果您在收货、使用时遇到问题、请联系我们,我们可以随时提供专业的指导、如果收到货发现问题请联系我们。
绗磨管 油缸管一致好评产品")
绗磨管 油缸管一致好评产品")
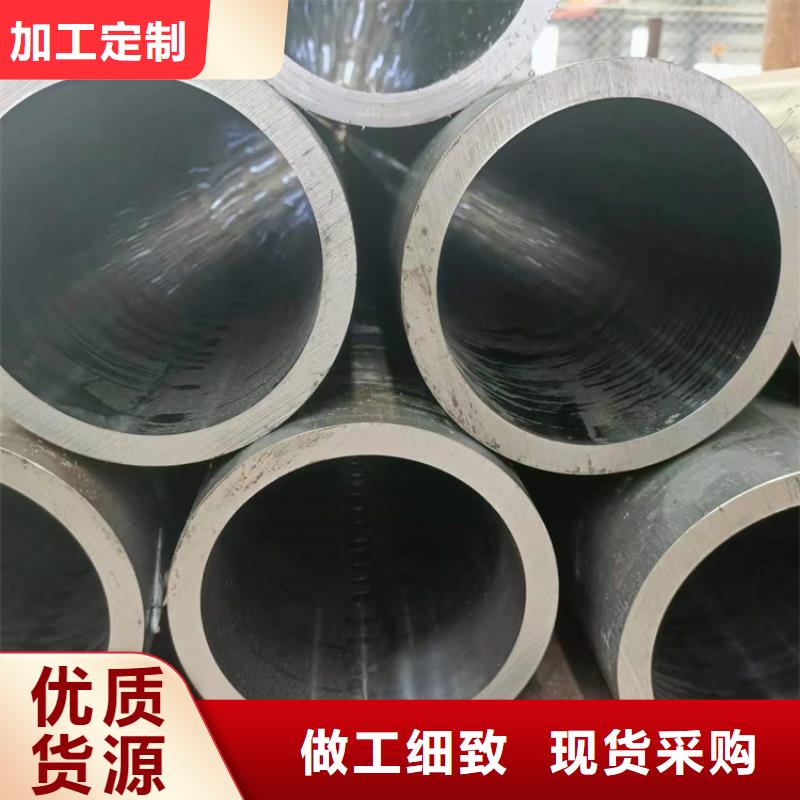
厚壁珩磨管制造品质规定留意的要点1、规格精密度和外观设计厚壁绗磨管的几何图形规格主要包含无缝钢管的直径、壁厚、椭圆形度、长短、弯折度、管内孔切倾斜度、焊缝视角和钝边,异性朋友无缝钢管的截面规格等。2、工艺性能规范中要求了厚壁珩磨管的“表面光洁”的规定。3、淬火?淬火在全部的冷拔管制造中是十分关键的工艺流程,淬火品质的优劣既危害无缝钢管的特性也危害氧化铁皮的消除。普遍的缺点有:裂痕、发纹、内折、外折、轧破、内直道、外直道、离层、结痂、凹痕、凸包、麻坑(表面)、划伤(擦破)、内螺旋式道、外螺旋式道、青线、矫凹、辊印等。在其中裂痕、内折、外折、轧破、离层、结痂、凹痕、凸包校线风险缺点;无缝钢管的表面、青线、擦破、轻度的內外直道、轻度的內外螺旋式、矫凹、辊印为一般性缺点。3、物理学特性包含常温状态的物理性能和一定溫度下的物理性能(热强特性和超低温特性)和耐腐蚀特性(如空气氧化、抗水蚀、抗强酸强碱等特性)一般状况下在于钢的成分、机构特性和钢的纯度及其钢的热处理方法等。
绗磨管 油缸管一致好评产品")
绗磨管 油缸管一致好评产品")
绗磨管 油缸管一致好评产品")
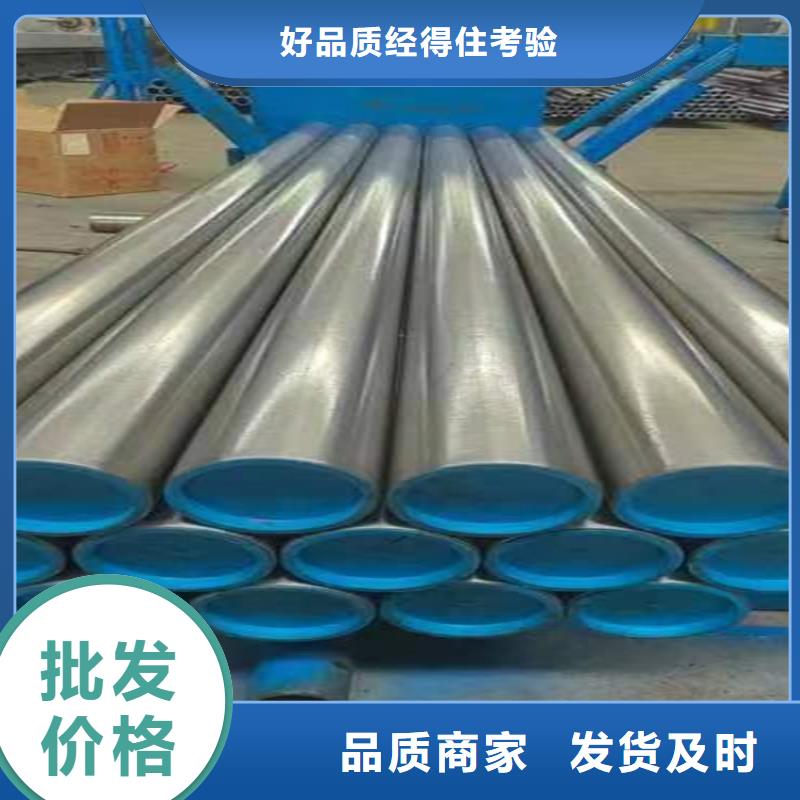
现在市面上生产的冷拔20#绗磨管,大多数都是采用热处理工艺制造而成的,前奏需要进行真空退火,退火的温度越低,则对于真空度的要求越高,在此过程中,需要经过很为复杂的过程,相对而言,冷拔20#绗磨管对于技术方面的要求要高出许多,所以,这种管道材料在质量的方面才会具有如此显著的优势。高精密绗磨管的高强度具体表现如果选择了普通的钢管,那么你所订购的钢管,与你所收到的钢管,型号方面会出现很大的误差。甚至在一条钢管上的不同部分,内径或者是壁厚,都会出现很大的差距。这样的管道,在使用的过程中,肯定会带来很多的问题。但是高精密绗磨管不同,这种钢管对于管道,任何部分的标准,都有非常严格的要求。虽然高精密绗磨管,同样也是无法,管道每个方面的尺寸,都完全符合这个标准。但是高精密绗磨管,却是可以将误差,控制在一个,非常小的范围以内。在一般情况下,这个误差都不会,超过两个标准的单位,这对于大多数行业来说,就已经足够了
绗磨管 油缸管一致好评产品")
绗磨管 油缸管一致好评产品")
绗磨管 油缸管一致好评产品")
绗磨管原料震荡不定,成本支撑乏力,绗磨管市场需求再度受挫,管价一路下滑。目前钢市整体大环境偏弱,各地资源有价无市,出货量受阻,对于商家而言一味降价也无力拉动终端采购需求。如今北方受雨雪影响,整体拿货数量和次数大幅下滑,而南方因工程进程缓慢,用钢需求更是跌入谷底。另受 环保及经济体质影响,管厂虽有减产 停产等措施实施,但却无力改善市场供需矛盾这一现象。对于管市未来走势商家纷纷表示年前管价还将小幅下调,但跌幅不大。预计下周管材行情或将部分小跌,跌幅在30元/吨左右。近两周,绗磨管算是 零度,累计跌幅创近两年 值,特别是华北地区竞相低价出货。
绗磨管 油缸管一致好评产品")





 扫一扫
扫一扫